회사 세부 사항






모형: HYTD-145
상표: 홍지 텐다
Place Of Origin: Suzhou China
Video Outgoing-inspection: Provided
Warranty: One Year
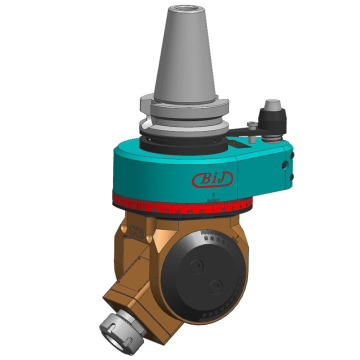
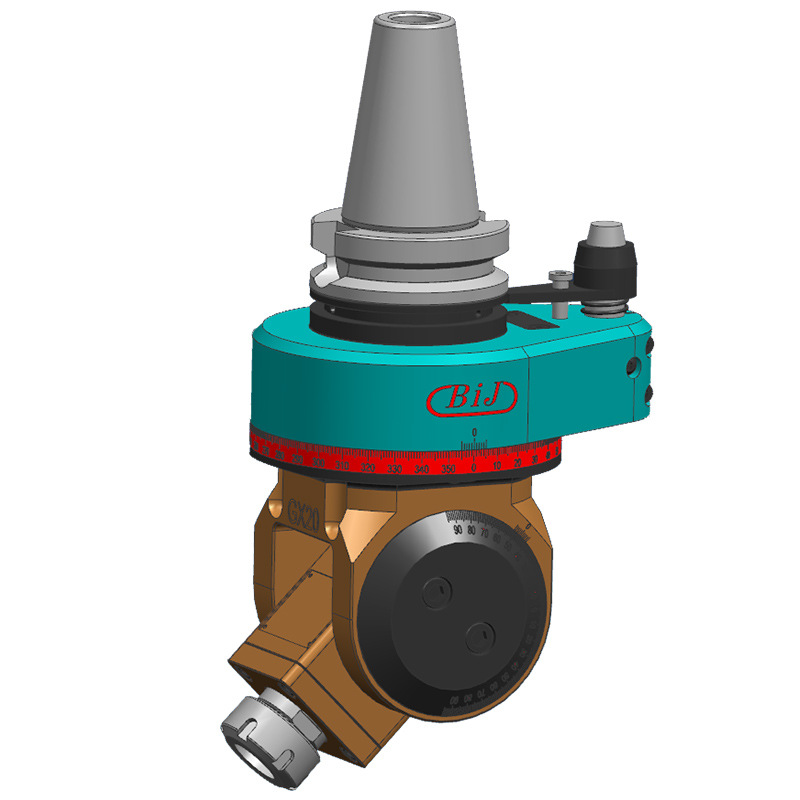
Part Name: Universal angle head
Speed: 3000RPM
Drill: Within M16(S45C)
Part Number: BT50-ER32 Universal Milling Head
포장: 나무 박스
수송: Ocean,Land,Air,Express
원산지: 중국
포트: Shanghai
지불 유형: T/T
인 코텀: FOB,CIF,EXW,CFR,Express Delivery
M16 이상의 도청 및 φ20 이상의 공구 직경이있는 밀링 커터의 경우 콜렛 너트에 더 큰 잠금 력을 적용해야합니다. 밀링 커터의 길이가 너무 길어서는 안되며, 처리는 적절한 속도 및 피드와 일치해야합니다. 그렇지 않으면 심각한 충격을 줄 것입니다. 앵글 헤드가 손상되어 사용될 수없는 경우 앵글 밀링 헤드가 먼저 딜러에게 문의하십시오. 혼자서 수리하려고하지 마십시오.
우리는 CNC 가공 센터, CNC 갠트리 밀링 머신, 갠트리 타입 밀링 머신 수직 밀링 머신, 수직 드릴링 및 테이핑 머신을위한 모든 종류의 앵글 헤드를 제조하고 제공합니다.
매개 변수 :
prm ---- 3000rpm 비틀림 ----- 60nm
클램프 범위 : 3-20mm T apping : 가장 큰 M16 (S45C)
기어비 : 1 : 1
재료 : 강철
검사 : 품질을 보장하기 위해 배송 전 100% 검사.
모델 번호 : BT50-ER32-ang195

아래의 생산 도면 : 


CNC 앵글 헤드 설치
잠금 링의 육각 나사를 확인하십시오. 그들은 잠겨 있습니다. 포지셔닝 핀의 측면 잠금 나사를 풀고 측면 잠금 나사를 잠그기 전에 포지셔닝 핀을 가장 낮은 높이로 누릅니다. 정지 링의 측면 설정 나사를 풀어 생크가 자유롭게 회전하도록합니다.
공작 기계 공구의 스핀들 장착 표면을 닦아내고 스핀들에 필요한 나사를 제거하십시오 (포지셔닝 블록은 가능한 한 스핀들 도구 변경 암의 비 회의 위치에 설치해야합니다) 스핀들의 위치 블록을 잠그십시오. 잠금도를 보장하기 위해 표면을 장착하고 잠금 력을 적절하게 증가시킵니다.
공작 기계의 M19 스핀들을 배치하고 공작 기계 스핀들의 내부 콘 구멍이 깨끗한 지 확인하십시오. 앵글 헤드를 공작 기계 공구의 스핀들에 넣고 클램핑 슬롯의 상대 위치와 앵글 헤드의 위치 핀과 공작 기계의 스핀들 및 위치 블록을 찾으십시오. 앵글 헤드를 공작 기계 공구의 스핀들에 밀고 여러 번 왕복하여 각도 헤드 스톱 블록이 스톱 링의 슬롯으로 매끄럽게 스프링 될 수 있음을 확인하십시오. 앵글 헤드를 내려 링 원의 측면 고정 나사를 잠그고 잠금 력을 늘려서 잠금 장치가 단단한 지 확인하십시오. 앵글 헤드를 기계 마스터로 다시 밀어 넣으십시오
샤프트, 정지가 정지 링 슬롯으로 매끄럽게 스프링 될 수 있는지 확인하십시오.
라틴어를로드하고 앵글 헤드를 공작 기계 공구의 스핀들에 넣고 조합 한 다음 공작 기계의 스핀들을 수동으로 돌려서 매끄럽게 여부를 확인하십시오. 앵글 헤드가 공작 기계 공구의 스핀들에로드되면 스톱 블록은 정지 링 슬롯을 중간 위치로 남겨두고 위와 아래는 방해하지 않습니다. 포지셔닝 핀의 측면 잠금 나사를 풉니 다. 포지셔닝 핀이 자동으로 포지셔닝 블록으로 돌아와서 위치 핀의 외부 콘과 위치 블록의 내부 콘이 간격없이 고정 된 나사를 잠그십시오. 포지셔닝 핀의.
앵글 헤드 홀딩 링의 잠금 나사를 풀면 앵글 헤드 본체가 수평으로 360도 수동으로 회전 할 수 있습니다. 교정 테이블을 사용하여 데이텀 레벨을 평평하게하고, 앵글 헤드 홀딩 링의 잠금 나사를 잠그고, 기계 속도를 50 rpm으로 설정하고, 비정상이 있는지 확인하고, 공작 기계의 스핀들 속도를 1000 rpm으로 설정하고 확인하십시오. 다시.
제품 디렉토리 : 앵글 헤드 > 보편적 인 각도 헤드



 메세지 바구니 (
메세지 바구니 (
 방문 검사
방문 검사